
AI-based system monitors drilling processes
The shift toward autonomous manufacturing boosts efficiency but requires robust process monitoring. This is particularly challenging in single-part manufacturing, as reference processes are often lacking. The AutoBohr project addresses this issue with an AI-based system for self-learning monitoring during drilling.
June 2026 – Global competitive pressures are forcing companies to adopt faster, more flexible, and more efficient production methods, which is why autonomous manufacturing is becoming increasingly important. For this transition to succeed, autonomous process monitoring is essential. Issues such as tool breakage or excessive tool wear must be detected in a timely manner—ideally, before they occur. The machine can then react accordingly by stopping or switching to a sister tool. This prevents damage to the machine tool and the workpiece and minimizes production downtime.
To set up process monitoring, a process is typically run multiple times to generate a so-called signal envelope based on the collected data. This envelope is then used for monitoring. This approach is well-suited for mass production with large batch sizes, but is not practical for single-part production, as identical reference processes are generally not available. At the same time, there is a growing demand for single-part and small-batch production, as customers and markets are increasingly seeking customized products and small batch sizes.
A New Approach to Single-Part Manufacturing
For this reason, a research team at WGP is developing a system for the autonomous monitoring of drilling processes in single-part manufacturing as part of the AutoBohr project. The group in Hanover is focusing on drilling because it is one of the most common machining processes and presents specific challenges for conventional monitoring approaches.
Since the tool penetrates deep into the material, friction, insufficient supply of coolant, or jammed chips can cause brief spikes in spindle torque. These spikes can lead to false alarms with a conventional envelope curve and thus be mistaken for tool breakage. To avoid this, machine learning methods were investigated in AutoBohr.
The AutoBohr system consists of five modules (Figure 1) that interact with one another and perform various functions. The first module is responsible for acquiring and processing internal machine control data and external sensor data. The central element of this module is a database that aggregates and stores raw signals, intermediate results, and processed data. The database serves as the foundation for the subsequent modules.
In the second module, the signal is segmented in parallel with the process. In doing so, the system identifies the current process phase (e.g., air cut, engagement, or repositioning). In the third module, anomaly detection is applied to the signals. This evaluates how much the current signal deviates from the expected value.
In the fourth module, this anomaly detection is applied to new process parameters and generalized. Multiple neural networks predict the expected normal state for new processes, enabling the system to be used in single-part manufacturing.
Finally, the last module enables machine transfer, so that after a short calibration period for machine-specific characteristics, the system can also be used in new environments. Only data from good processes is required for system calibration.

Future Industrial Applications for Other Processes
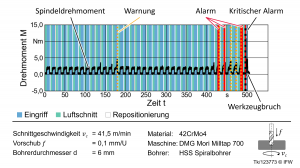
The results of the AutoBohr project represent a major milestone for robust and autonomous process monitoring in single-part manufacturing. The system’s performance was validated under industrial conditions at a contract manufacturer. A monitoring log is shown in Figure 2. The results show that wear-induced tool breakage during the last drilling operation is reliably detected, and alarms were triggered just a few drilling operations before the actual tool breakage occurred.
The system is currently being optimized for final industrial application. In future projects, the plan is to apply the results to other processes, such as thread drilling or gear hobbing.
Captions and image sources:
Featured image
Source: IFW Hannover
Figure 1 Overview of the modular AutoBohr AI system
Source: IFW Hannover
Figure 2 Monitoring of drilling processes with AutoBohr. The signal curve shows 15 drill holes with a tool breakage during the last drill hole. Monitoring is active starting with the first drill hole.
Source: IFW Hannover
Funding:
This project was funded by the Federal Ministry for Economic Affairs and Energy (BMWE) pursuant to a resolution of the German Bundestag. The IFW and iba AG express their gratitude for this support. The authors would also like to thank the Siglinde Vollmer Foundation for its support of the technical work.
Contact:
Institute for Production Engineering and Machine Tools (IFW)
Leibniz University Hannover
Prof. Berend Denkena
Director
Tel.: +49 511 7622553
Email: denkena@ifw.uni-hannover.de
Kirill Tkachuk
Project Manager
Phone: +49 511 76218382
Email: tkachuk@ifw.uni-hannover.de