
KI-basiertes System wacht über Bohrprozesse
Der Wandel zur autonomen Fertigung steigert die Effizienz, erfordert jedoch eine robuste Prozessüberwachung. Dies ist insbesondere in der Einzelteilfertigung herausfordernd, da Referenzprozesse oft fehlen. Das Projekt AutoBohr löst dies durch ein KI-basiertes System zur selbstlernenden Überwachung beim Bohren.
Juni 2026 – Der globale Wettbewerbsdruck zwingt Unternehmen zu einer schnelleren, flexibleren und effizienteren Produktion, weshalb die autonome Fertigung zunehmend an Bedeutung gewinnt. Damit dieser Wandel erfolgreich gelingt, bedarf es einer autonomen Prozessüberwachung. Störungen, wie Werkzeugbruch oder übermäßiger Werkzeugverschleiß, müssen rechtzeitig erkannt werden, im besten Fall noch vor ihrem Auftreten. Die Maschine kann entsprechend reagieren und anhalten oder einen Werkzeugwechsel zum Schwesterwerkzeug durchführen. Dadurch können Schäden an der Werkzeugmaschine und am Werkstück vermieden und Produktionsstillstände minimiert werden.
Zum Einrichten der Prozessüberwachung wird typischerweise ein Prozess mehrfach durchgeführt, um auf Basis der gesammelten Daten eine sogenannte Signalhüllkurve zu erstellen. Anschließend wird sie zur Überwachung genutzt. Dieses Vorgehen eignet sich gut für die Serienfertigung mit großen Losgrößen, ist jedoch in der Einzelteilfertigung nicht praktikabel, da identische Referenzprozesse in der Regel nicht vorliegen. Gleichzeitig besteht ein wachsender Bedarf an Einzelteil- und Kleinserienfertigung, da Kund*innen und Märkte verstärkt individuelle Produkte und kleine Losgrößen nachfragen.
Neuer Ansatz in Einzelteilfertigung
Aus diesem Grund entwickelt eine Forschungsteam der WGP im Projekt AutoBohr ein System für die autonome Prozessüberwachung von Bohrprozessen in der Einzelteilfertigung. Die Gruppe in Hannover fokussiert sich auf das Bohren, da dies einer der häufigsten Fertigungsprozesse in der Zerspanung ist und spezifische Herausforderungen für herkömmliche Überwachungsansätze aufweist.
Da das Werkzeug tief in das Material eindringt, können durch Reibung, mangelnde Zufuhr des Kühlschmierstoffs oder durch verklemmende Späne kurzzeitige Anstiege des Spindeldrehmoments entstehen. Diese Anstiege können zu Fehlalarmen bei einer konventionellen Hüllkurve führen und somit fälschlicherweise mit Werkzeugbrüchen verwechselt werden. Um das zu vermeiden, wurden in AutoBohr Verfahren des maschinellen Lernens erforscht.
Das AutoBohr-System besteht aus fünf Modulen (Abbildung 1), die miteinander interagieren und verschiedene Funktionen abbilden. Das erste Modul dient der Erfassung und Verarbeitung von maschineninternen Steuerungsdaten und externen Sensordaten. Das zentrale Element dieses Moduls ist eine Datenbank, die Rohsignale, Zwischen- und Verarbeitungsergebnisse aggregiert und speichert. Die Datenbank dient als Grundlage für die nachfolgenden Module.
Im zweiten Modul wird das Signal prozessparallel segmentiert. Dabei erkennt das System die aktuelle Prozessphase (z. B. Luftschnitt, Eingriff oder Repositionierung). Im dritten Modul wird eine Anomalie-Detektion auf die Signale angewendet. Diese bewertet, wie stark das aktuelle Signal vom Erwartungswert abweicht.
Diese Anomalie-Detektion wird im vierten Modul auf neue Prozessparameter übertragen und generalisiert. Mehrere neuronale Netze prognostizieren den erwarteten Normalzustand für neue Prozesse, wodurch der Einsatz in der Einzelteilfertigung ermöglicht wird.
Das letzte Modul ermöglicht schließlich einen Maschinentransfer, sodass das System nach einer kurzen Kalibrierungszeit für die maschinenspezifischen Eigenschaften auch in neuen Umgebungen eingesetzt werden kann. Für die Kalibrierung des Systems sind dabei ausschließlich Daten von Gut-Prozessen erforderlich.

Industrieller Einsatz künftig auch für andere Prozesse
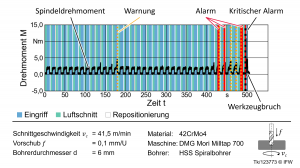
Die Ergebnisse des Projekts AutoBohr sind ein wichtiger Meilenstein für eine robuste und autonome Prozessüberwachung in der Einzelteilfertigung. Die Leistungsfähigkeit des Systems wurde unter industriellen Bedingungen bei einem Lohnfertiger validiert. Ein Überwachungsverlauf ist in Abbildung 2 dargestellt. Die Ergebnisse zeigen, dass der verschleißbedingte Werkzeugbruch bei der letzten Bohrung zuverlässig erkannt wird und bereits wenige Bohrungen vor dem eigentlichen Werkzeugbruch Alarme ausgelöst wurden.
Derzeit wird das System für die finale industrielle Anwendung optimiert. In zukünftigen Projekten ist geplant, die Ergebnisse auf weitere Prozesse, wie das Gewindebohren oder das Wälzfräsen, zu übertragen.
Bildunterschriften und Bildquellen:
Beitragsbild
Quelle: IFW Hannover
Abbildung 1 Übersicht des modularen AutoBohr KI-Systems
Quelle: IFW Hannover
Abbildung 2 Überwachung von Bohrprozessen mit AutoBohr. Der Signalverlauf zeigt 15 Bohrungen mit einem Werkzeugbruch bei der letzten Bohrung. Die Überwachung ist ab der ersten Bohrung aktiv.
Quelle: IFW Hannover
Förderer:
Dieses Projekt wurde vom Bundesministerium für Wirtschaft und Energie (BMWE) aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Das IFW und die iba AG bedanken sich für die Unterstützung. Des Weiteren danken die Autoren der Siglinde Vollmer Stiftung für die Unterstützung der fachlichen Arbeiten.
Ansprechpartner:
Institut für Fertigungstechnik und Werkzeugmaschinen (IFW)
Leibniz Universität Hannover
Prof. Berend Denkena
Institutsleiter
Tel.: +49 511 7622553
E-Mail: denkena@ifw.uni-hannover.de
Kirill Tkachuk
Projektleiter
Tel.: +49 511 76218382
E-Mail: tkachuk@ifw.uni-hannover.de