Mithilfe von Topologieoptimierungen können hocheffiziente Tiefbohrwerkzeuge ohne die Restriktionen konventioneller Fertigungsverfahren hergestellt werden. Damit reduziert sich die Kühlschmierstoffmenge um rund 40%.
Juli 2024 – Angesichts stark steigender Energiekosten gewinnt die Effizienzsteigerung und Optimierung von Werkzeugen in der spanenden Fertigung zunehmend an Bedeutung. Insbesondere das Ejektortiefbohren bietet in diesem Zusammenhang großes Potential zur Prozessoptimierung für industrielle Anwendungen im energieintensiven Bereich der Kühlschmierstoff (KSS)‑Versorgung.
Tiefbohren nicht nur auf teuren Sondermaschinen
Das Ejektortiefbohren ermöglicht die Durchführung hochpräziser Tiefbohrungen mit hohen Zerspanleistungen und hervorragenden Oberflächengüten auf konventionellen Bearbeitungszentren und nicht nur auf teuren Sondermaschinen. Im aktuellen industriellen Umfeld werden Ejektortiefbohrprozesse aufgrund des unzureichenden Grundlagenwissens oft mit ineffizienten Prozessparametern, wie z.B. stark erhöhten KSS‑Volumenströmen, durchgeführt. WGP-Forschende wollen diese Wissenslücke schließen. Hierfür untersuchten sie in einem gemeinsamen Forschungsprojekt im DFG-Schwerpunktprogramm 2231 FluSimPro am Institut für Spanende Fertigung (ISF) der TU Dortmund die Werkzeug- und Prozessentwicklung für effiziente Ejektortiefbohrprozesse. Die Forschungsgruppe arbeitet dabei eng mit interdisziplinären Kolleginnen und Kollegen vom Institut für Technische und Numerische Mechanik (ITM) der Universität Stuttgart zusammen. Gemeinsam gelang es ihnen, ein tiefgreifendes Verständnis der Wirkzusammenhänge der Strömungsverhältnisse im Werkzeugsystem zu erarbeiten und in einem physikalischen Simulationsmodell abzubilden. Grundlage dafür war der gitterfreie Simulationsansatz der Smoothed Particle Hydrodynamics (SPH) in Kombination mit aktuellen experimentellen und messtechnischen Analysemethoden.
Die Erkenntnisse wiederum bilden die Basis für die Entwicklung topologieoptimierter Ejektorwerkzeuge, die eine verbesserte KSS‑Versorgung der Schneiden und Führungsleisten sowie einen verbesserten Spanabtransport bei reduzierten KSS‑Volumenströmen ermöglichen.
Technologische Vorteile und Ressourceneffizienz
Die additive Fertigung ermöglicht eine nahezu uneingeschränkte Gestaltungsfreiheit, wodurch sich ein hohes Maß an Funktionsintegrität ergibt. So können Werkzeuge mit hochkomplexen Innenstrukturen versehen werden, die mit konventionellen Fertigungsverfahren nicht herstellbar sind. Auf Grundlage der Analyseergebnisse aus den vorangegangenen Förderphasen wurde im Bohrkopf eine verwundene Schaufelradkontur implementiert, welche die Rotation des Bohrkopfs besser auf das KSS‑Späne‑Gemisch überträgt und dadurch eine hohe KSS-Reduzierung beim Ejektortiefbohren ermöglicht. Durch eine angepasste KSS-Zuführung am Bohrkopf kombiniert mit einer optimierten Spanmaulaußengestalt wurde der Verschleiß am Werkzeuggrundkörper praktisch eliminiert.
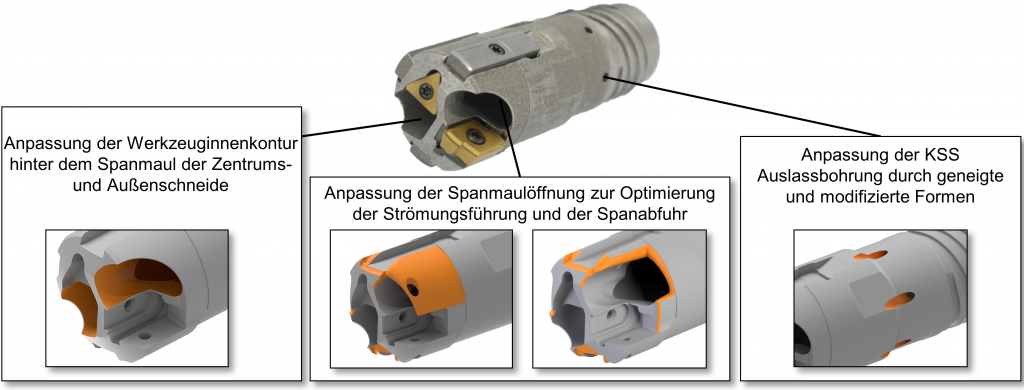
Identifizierung relevanter Werkzeugbereiche für die Umsetzung der Optimierungsmaßnahmen am Ejektorbohrkopf | Quelle: ISF Dortmund
Neue Einsatzgebiete für das Ejektortiefbohren
Sämtliche Optimierungsmaßnahmen zusammengenommen machen es möglich, das Einsatzgebiet des Ejektortiefbohrens zu erweitern. So können auch anspruchsvolle hochfeste Werkstoffe bearbeitet werden, die zur Ausprägung von Band- und Wirrspänen neigen. In den initialen Einsatzversuchen der optimierten Werkzeuge konnten die WGP-Forschenden aus Dortmund den positiven Einfluss der durchgeführten Optimierungsmaßnahmen empirisch bestätigen. Auf einem Hochleistungs‑Drehfräszentrum wurden Tiefbohroperationen durchgeführt, die im Vergleich zu den nicht modifizierten Standardwerkzeugen eine Reduktion der benötigten KSS‑Menge um über 40% ermöglichten.
Für die nächste, im Oktober startende Phase plant das Team, die Fertigung des Ejektortiefbohrprozesses vollumfänglich zu optimieren. Dafür sollen auf Grundlage der Forschungsergebnisse modulare Adapter mit variierenden Ejektordüsenformen entwickelt und additiv gefertigt werden, die in den KSS-Zuführungsbereich des Werkzeugsystems integrierbar sind. Um das volle Potential eines effizienten KSS‑Einsatzes beim Ejektortiefbohren aufzuzeigen, werden bis zum Ende des Projekts 2026 experimentelle und simulative Energieeffizienzbetrachtungen durchgeführt und mit dem Standardwerkzeug verglichen.
Weiterführende Informationen
https://isf.mb.tu-dortmund.de/forschung/zerspanung/dfg-bi-498-121-d-jg/
Förderer
Deutsche Forschungsgemeinschaft (DFG) – Projektnummer 439917965
Deutsche Forschungsgemeinschaft (DFG) – Projektnummer 422633203 (SPP 2231 FluSimPro)
Ansprechpartner
Institut für Spanende Fertigung (ISF)
Technische Universität Dortmund
Prof. Dirk Biermann
Institutsleiter
Tel.: +49 231 755 2782
E-Mail: dirk.biermann@tu-dortmund.de
Julian Frederic Gerken
Wissenschaftlicher Mitarbeiter
Tel.: +49 231 755 90165
E-Mail: julian.gerken@tu-dortmund.de
Institut Technische und Numerische Mechanik (ITM)
Universität Stuttgart
Prof. Peter Eberhard
Institutsleiter
Tel.: +49 711 685 66388
E-Mail: peter.eberhard@itm.uni-stuttgart.de
Nuwan Rupasinghe
Wissenschaftlicher Mitarbeiter
Tel.: +49 711 685 66388
E-Mail: nuwan.rupasinghe@itm.uni-stuttgart.de
Downloads:
KSS-Ausströmverhalten am optimierten Ejektorbohrkopf | Quelle: ISF Dortmund
Bild 1:
Identifizierung relevanter Werkzeugbereiche für die Umsetzung der Optimierungsmaßnahmen am Ejektorbohrkopf | Quelle: ISF Dortmund
Weiterbildung in Mechatronischer Funktionalisierung durch 3D-Druck
Weiterbildung in Umformtechnik
Mehr Informationen zum Bohren