Das digitale Prüf- und Wechselsystem für Wendeschneidplatten von Berliner Forschenden reduziert Nebenzeiten und verlängert die Lebensdauer der Schneidplatten um gut 30 Prozent.
Dezember 2021 – In der Zerspanung haben Werkzeuge mit Wendeschneidplatten, die durch Aufschrauben der Schneidplatten individuell konfiguriert werden, einen Marktanteil von über 80 Prozent. Ihr großer Vorteil ist, dass sie mehrfach genutzt werden können – verschleißt eine Seite einer Schneidplatte, wird die Schneide gedreht und an einer anderen Stelle weiterverwendet.
Viele einsatztaugliche Schneiden im Müll
Der Zustand der Schneiden muss jedoch konstant überwacht werden. Überschreitet der Freiflächenverschleiß eines Hartmetallwerkzeugs 0,2 Millimeter, ist sowohl der Bearbeitungsprozess als auch die Maschine gefährdet: Das Werkzeug könnte Fehler im Bauteil erzeugen oder das Bauteil aus seiner Aufspannung heben und Maschinenschäden verursachen. Aber ob ein Kratzer 0,1 oder 0,2 Millimeter misst, ist mit bloßem Auge nicht erkennbar. Dennoch bewerten Maschinenbedienende den Zustand der Schneiden bisher rein visuell, ohne technische Hilfsmittel. Dabei entscheiden sie aus Sicherheitsgründen häufig zu früh, eine Schneide auszusondern. So sammeln sich im Abfallcontainer große Mengen eigentlich einsatztauglicher Schneidplatten. Hier kommt das Maschinen-Add-on PoWer (Prozessdatenbasierter, automatisierter Werkzeugwechsel) des Fraunhofer IPK ins Spiel. “PoWer reduziert Nebenzeiten, die durch die Werkzeugwartung oder Maschinenschäden entstehen, indem es sowohl die Verschleißüberwachung als auch den Wechselvorgang für Wendeschneidplatten übernimmt”, erläutert Prof. Eckart Uhlmann, der in der WGP (Wissenschaftliche Gesellschaft für Produktionstechnik) das das Institut für Werkzeugmaschinen und Fabrikbetrieb (IWF) der TU Berlin sowie das Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik (IPK) vertritt. “Das System umfasst eine Scanstation, die mittels Streifenlichtprojektion die Topologie einer Schneide exakt erfasst, eine geregelte Schraubstation, die die Befestigung der Schneidplatten löst und wiederanzieht sowie eine Wendestation, die die Platten dreht. Hinzu kommt ein Roboterarm, der Werkzeuge mit zu prüfenden Platten zwischen den Stationen hin und her bewegt.”
Das System lässt sich mit einer Werkzeugmaschine koppeln oder als dezentrales System für mehrere Anlagen nutzen. Zu prüfende Werkzeuge werden zunächst per RFID identifiziert. Dabei werden der aktuelle Schneidplattentyp sowie die Positionen der einzelnen Schneidplatten am Werkzeug abgefragt. Anschließend erfasst die Scanstation jede Schneide als 3D-Punktewolke und als Schwarz-Weiß-Bild. Der verwendete Sensor scannt Schneiden mit einer Genauigkeit von sechs Mikrometern. Dabei werden nicht nur der Verschleiß, sondern auch andere Indizien erfasst, die ein spontanes Versagen andeuten. Die ermittelten Verschleißdaten geben nicht nur Auskunft über den Zustand der Schneide. Sie ermöglichen es auch, die wirtschaftlichsten Bearbeitungsparameter zu identifizieren, um bei gleichbleibendem Verschleiß schneller zu fertigen oder besonders verschleißarme Prozesse zu erreichen. Erfasst PoWer eine Überschreitung der Verschleißgrenze, nimmt das System selbständig die nötigen Maßnahmen vor.

Bild 1: Nach dem Scan können ermittelte Verschleißdaten am Bildschirm ausgelesen werden | Quelle: Fraunhofer IPK/Andy King
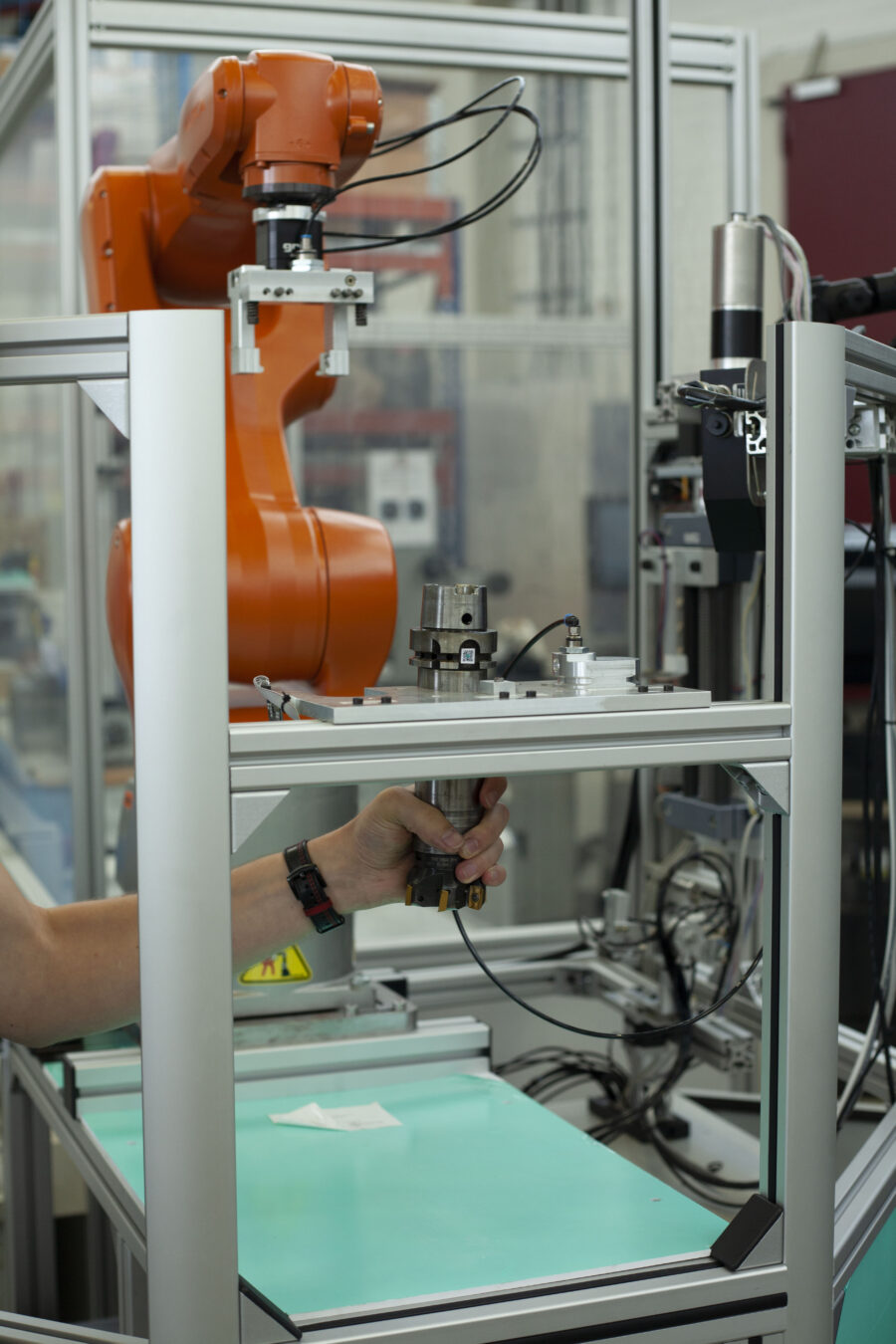
Beitragsbild: PoWer im Einsatz: Ein Werkzeug wird in das System eingesetzt. | Quelle: Fraunhofer IPK/Andy King
Weitere Informationen
http://www.ipk.fraunhofer.de/power
Ansprechpartner
Lehrstuhl für Fertigungsautomatisierung und Produktionssystematik (FAPS)
Friedrich-Alexander-Universität Erlangen-Nürnberg (FAU)
Prof. Eckart Uhlmann
Institutsleiter
Fraunhofer-Institut Produktionsanlagen und Konstruktionstechnik (IPK) sowie Leiter Fachgebiet für Werkzeugmaschinen und Fertigungstechnik, Institut für Werkzeugmaschinen und Fabrikbetrieb (IWF) TU Berlin
Tel.: +49 30 39006-100
E-Mail: eckart.uhlmann@ipk.fraunhofer.de
Mario Epping
Wissenschaftlicher Mitarbeiter
Tel.: +49 30 39006-298
E-Mail: mario.epping@ipk.fraunhofer.de
Downloads:
PoWer im Einsatz: Ein Werkzeug wird in das System eingesetzt. | Quelle: Fraunhofer IPK/Andy King
Nach dem Scan können ermittelte Verschleißdaten am Bildschirm ausgelesen werden | Quelle: Fraunhofer IPK/Andy King
Weiterbildung zu Assistenzsystemen in der Produktion
Weiterbildung in Prozess-, Werkzeug- und Maschinenanalyse
Mehr Informationen zu Drehen als Fertigungsverfahren